Hvad og hvor ?
I spilleautomater som denne og andre, fremstillet i Tyskland før og et stykke tid efter 2.Vedenskrig, er blevet benyttet zink til en del af de bevægelige dele og chassisramme. Det er nemt at støbe, billigt og relativt slidstærkt sammenlignet med eksempelvis kobber og messing. Problemerne med trykstøbte dele fra denne periode fra Tyskland er at de desværre ofte har en en mindre eller større mængde urenheder i støbningen eksempelvis jern. Dette medfører at zinken forvitre og i mange tilfælde med tiden simpelthen smuldrer væk.
Fænomenet er ganske kendt især fra legetøj – modelbiler og sågar Märklin har haft omfattende problemer med dette. Søg bare på nettet med „zinkpest“ og der dukker en masse skræmmende eksempler frem. Efter ca. midten af 50´erne fik man dog styr på fremstillings processen, med højere støbetemperatur og med den rigtige mængde aluminium, kobber og magnesium i legeringerne, forsvandt problemerne af den størrelsesorden, stort set.
Wulff Orion er fremstillet i 1957, så det burde være mindre slemt i denne maskine. Det er heller ikke så galt fat generelt rundt i automaten, dog har navnlig mønt-sorteren set bedre dage. se billede længere nede i artiklen. Denne forvitrings-proces er særlig udtalt på automater som har været udsat for temperatursvingninger med heraf følgende kondens der uundgåeligt sker når automaten står i uopvarmede lokaler. Fugtighedsprocenter større end 65 – accelererer fænomenet.
Hvad kan der gøres ved det ?
Lad det være sagt med det samme: Ingenting ! Her taler vi om når zinken er blevet mat og nærmest antracitgråblå. Der vil så, når processen er nået så langt, være revner og overfladen er fyldt med blærer. Her må man få fat i en ny del, eller som i vores tilfælde her simpelthen fremstille en ny. Da de fleste vel ikke har et zinkstøberi ved hånden, er løsningen at genskabe de ødelagte dele i aluminium med tilhørende forstærkninger i andre materialer der hvor der er bevægelige dele. Simple dele kan med fordel fremstilles i blødt stål. (det gælder f.eks. trækstænger.)
Forebygende tiltag
Zinkdele der endnu ser fornuftige ud bør renses af, idet fedt og snavs holder på den fugt der evt. måtte komme.
Flere steder på nettet har jeg set at man har brugt „Ballistol“ (et af-fedtnings og rensemiddel). Zinkdelene bliver natten over lagt i denne væske og på de fotos jeg har set er resultatet ganske imponerende. Zinken fremstår hel glat og lys som da de blev fremstillet. Udover over dette, er det vigtigt at automaten står i rum med forholdsvis konstant temperatur- og tørt, så burde det kunne holde mange år endnu – trods alt.
Enkelte revnedannelser har jeg nogle gange forsøgsvis repareret med cyanoacrylat (10 sek. lim) Det ser foreløbig ud til at virke efter hensigten og udover at „forsegle“ revnerne styrker det også de ramte emner. Med tiden må vise hvor succesfuldt det er.
Forsøger man sig med cyanoacrylat – så pas på – det er højeste fareklasse. Det bør også nævnes at der som regel er 1-2%% bly i zinkdelene, så tag de nødvendige forholdsregler med dette.
Fremstilling af ny møntsorter – møntfordeler.
Møntfordeleren har i princippet 4 funktioner.
- Overskydende møntindkast (mere end 2) bliver dirigeret tilbage i udbetalingsbakken.
- Mønter føres til udbetalingsrøret såfremt dette ikke er fyldt.
- Er udbetalingsrøret fyldt skal efterfølgende mønter føres til pengekasserøret.
- Stang til startermekanisme påvirkes ved møntsorterens top som trækker den indkastet mønt videre i mekanismen.
Som nævnt stod det hurtigt klart ved åbningen af maskinen, at denne del var færdig.

Klik på foto og se nærmere efter i høj opløsning. Revner over det hele. Endvidere er der der flere dele der er knækket af – også på bagsiden – herom efterfølgende.

Ovenfor: fastgørelse knækket. Bemærk iøvrigt at enheden har slået sig 5-6 mm. Et godt eksempel på temperatur udsving.er gennem tiden.
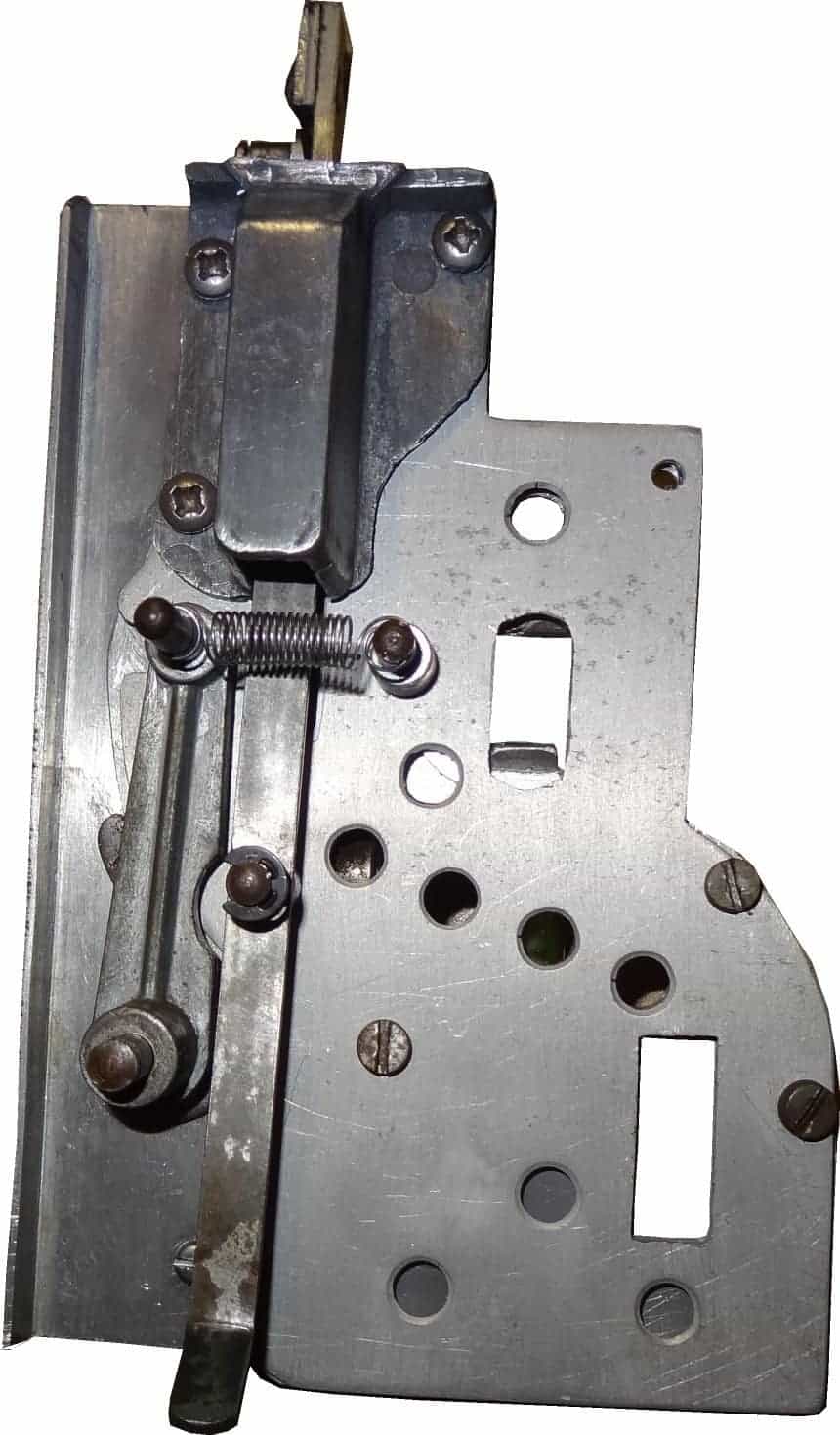
Når den udslidte del demonteres er det en rigtig god ide at tage fotos og måle op undevejs, da enheden simpelthen falder fra hinanden, efterhånden som håndteres, selv med forsigtighed. Nogle af delene kan med stor fordel genbruges – det gælder møntføler-svingarmen, mønt-trækstang-systemet og zinkhatten som vist herunder:



Møntsorteren består af 2 plader som skrues sammen med de indlagte slidskedele i mellem. Afstanden mellem pladerne skal være mellem 1,7 og 2 mm. Det er passende så at mønterne kan passere uhindret rundt men samtid at der ikke kan kile sig 2 mønter fast ovenpå hinanden. Sørg for at fladerne indeni er glatte uden grater og lign – ellers kommer mønterne til at sætte sig fast. Har man som os kun boremaskine og file må man påregne en del timer for at fremstille en ny enhed. Det er ikke så svært men tålmodighed og forsigtighed er nøgleord her. Og igen – tag fotos undervejs hellere 10 for mange.
Afprøvning undervejs
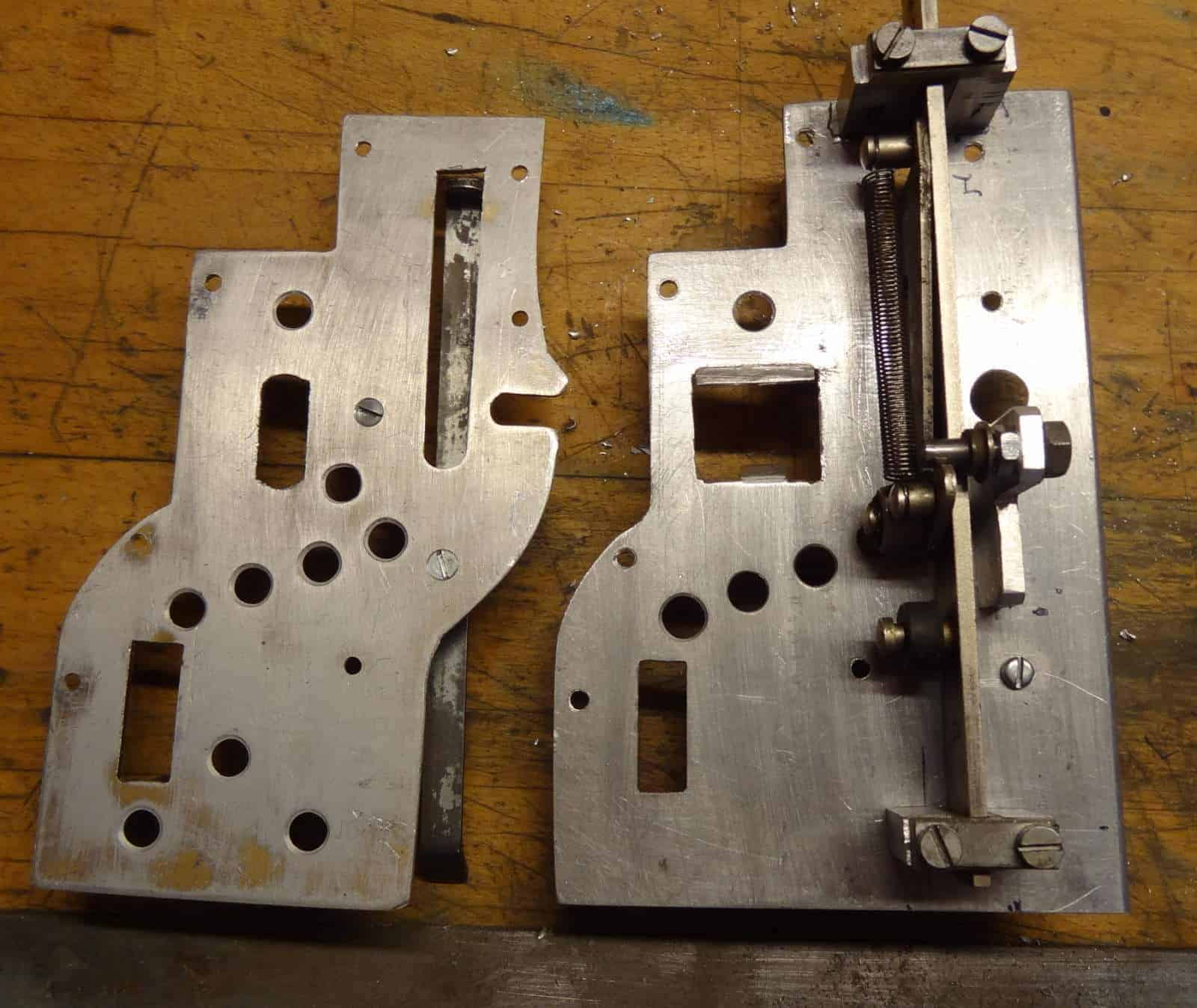
For at sikre at man er på rette vej, fandt jeg det rigtig at isætte bagpladen af enheden et stykke vej i processen. På foto herunder ses den forarbejdet plade med nogle af slidskedelene monteret og man kan se opmærkningen til resterende dele.

Herunder ses så de to dele inden de skrues sammen. Bemærk de genbrugte dele fra den originale enhed.
Og her så den færdige nye mønsorter – eller møntfordeler klar til montering…..
Møntfordeler isat – og de tilhørende elementer fra resten af maskinen skal lige justeres og tilpasses – fungerer perfekt som tiltænkt og falder fint autentisk ind i maskinens look.

5 comments